

This blog identifies top-rated Chinese ATEX certified telephone suppliers with ISO9001 for 2026. Leading manufacturers in hazardous environment communication exhibit specific characteristics. These include robust product development, advanced manufacturing, and comprehensive support. Stringent safety and quality standards are paramount in procurement. Companies prioritize these certifications to ensure reliable and safe communication solutions in critical industrial settings. Selecting the right ATEX certified telephone suppliers guarantees operational integrity.
Key Takeaways
- ATEX certification is important for equipment in places with explosive air. ISO9001 certification means a company makes good quality products. Both are needed for safe and reliable phones in dangerous areas.
- Good ATEX phone suppliers offer many products. They use new technology and invest in new ideas. They also provide good customer help and know how to sell products worldwide.
- To choose the right supplier, check their ATEX and ISO9001 papers. Look at what their products can do. Ask about how long it takes to get products. Read what other customers say about them. You can also check their factories.
- Top Chinese suppliers like Ningbo Joiwo, J&R Technology, and Hongkong Koon Technology offer many certified products. They meet global safety rules. They also provide good quality and service.
Understanding ATEX and ISO9001 for Industrial Telephones

The Critical Role of ATEX Certification in Hazardous Environments
ATEX certification is crucial for equipment operating in potentially explosive atmospheres. The primary directive, 2014/34/EU, facilitates the free trade of ATEX equipment and protective systems within the EU. This directive eliminates the need for separate testing and documentation in each member state. It applies to both electrical and mechanical equipment intended for use in explosive atmospheres. This includes applications like fixed offshore platforms, petrochemical plants, mines, and flour mills. Manufacturers must affix the CE marking and the Ex marking to their products. This allows them to sell products throughout the European Union without additional requirements. Equipment falls into categories: ‘I’ for mining and ‘II’ for surface industries. Manufacturers ensure their products meet essential health and safety requirements. They also undergo appropriate conformity procedures. This often involves testing and certification by a third-party ‘Notified Body’. ATEX testing and certification services cover various protection methods, such as flameproof enclosures (‘d’) and intrinsic safety (‘i’).
ISO9001: A Benchmark for Quality in Manufacturing
ISO9001 sets requirements for a Quality Management System (QMS). Its main goal is to help organizations improve efficiency and customer satisfaction. It achieves this by consistently meeting customer requirements and exceeding expectations. The standard defines how an organization meets the needs of its customers and other stakeholders. It promotes continuous improvement. Organizations must set objectives and refine processes to achieve them. ISO9001 builds upon seven Quality Management Principles. These include customer focus, leadership, and engagement of people. Other principles are a process approach, improvement, evidence-based decision making, and relationship management. ISO9001 specifies requirements for a quality management system when an organization aims to consistently provide products and services. It also helps enhance customer satisfaction through effective system application.
Why Both Certifications are Non-Negotiable for 2026 Procurement
Both ATEX and ISO9001 certifications are essential for procurement in 2026. ATEX ensures the safety of equipment in hazardous environments. ISO9001 guarantees the quality and reliability of manufacturing processes. Together, these certifications provide a comprehensive assurance of product integrity and operational safety. Companies seeking ATEX certified telephone suppliers must prioritize both standards. This dual certification confirms that products not only meet strict safety regulations but also come from a consistently high-quality production system. This combination minimizes risks and ensures long-term performance in critical industrial applications.
Key Criteria for Top-Rated ATEX Certified Telephone Suppliers
Comprehensive Product Range and Specialization
Top-rated ATEX certified telephone suppliers offer a wide array of products. They specialize in solutions for various hazardous environments. This ensures customers find the exact communication tools they need. For example, different industries require specific ATEX-certified phones.
| Industry / Use Case | Recommended Phone | Why |
|---|---|---|
| Oil & Gas Production | Ecom Smart-Ex 03 5G | 5G reliability for remote monitoring |
| Petrochemical Plants | i.safe Mobile IS520.1 | Long-life battery and tough build |
| Maintenance & Inspection | Ecom Smart-Ex 02 | Mid-range price and robust ATEX rating |
| Emergency Response Teams | Atexxo iPhone 15 | Familiar iOS interface + ATEX Zone 2 safety |
| Industrial Automation | i.safe Mobile IS530.1 | Expandable for barcode and sensor modules |
The FHF ExResistTel IP2 is another example. This ATEX-certified explosion-proof telephone is designed for Zone 1 hazardous areas. It works well in both indoor and outdoor settings. It withstands seawater, high humidity, and mechanical stress. Its robust housing resists acids, alkalis, and lubricants. This makes it ideal for areas with explosive dust and gases. This model also meets the latest VoIP telephone requirements for Zone 1. It features an illuminated, heated display.
Advanced Manufacturing Capabilities and Technology
Leading suppliers possess advanced manufacturing capabilities. They use cutting-edge technology to produce high-quality ATEX-certified telephones. This includes precision machinery and automated processes. Such capabilities ensure product consistency and reliability. They also allow for efficient production cycles and timely delivery. Companies with strong manufacturing infrastructure can meet large demands. They also maintain strict quality control throughout the production process.
Investment in Research and Development
Top suppliers consistently invest in research and development (R&D). This commitment drives innovation in ATEX-certified communication devices. They integrate advanced features and improve existing products.
- Suppliers increase investment in R&D to integrate advanced features. These include 5G connectivity, enhanced ruggedization, and IoT compatibility.
- They focus on product innovation with an emphasis on user-centric design and durability. They also ensure compliance with evolving safety standards. This includes modular designs, software customization, and interoperability with enterprise systems.
- Companies offer end-to-end solutions. These include device management, technical support, and integration with digital platforms.
- They integrate advanced features like LTE, 5G connectivity, ruggedized touchscreens, and extended battery life. This results from technological advancements in cellular device manufacturing.
- Suppliers continuously innovate to enhance safety, durability, and performance across all certification levels. Advances in materials science, battery technologies, and wireless communication protocols drive this.
- Specialized devices emerge, such as ATEX-certified wearables and handheld computers for niche applications.
This continuous innovation ensures their products remain at the forefront of hazardous environment communication.
Robust Customer Support and After-Sales Service
Top-tier suppliers offer excellent customer support and comprehensive after-sales service. This includes readily available technical assistance for installation and troubleshooting. They provide clear warranty policies and efficient repair services. Access to spare parts is also crucial for long-term product maintenance. A reliable supplier understands the critical nature of communication in hazardous environments. Therefore, they ensure minimal downtime for their products. They often offer training programs for client staff. This helps users operate and maintain the equipment correctly. Strong customer support builds trust and ensures operational continuity for clients.
Global Export Experience and International Compliance
Leading Chinese ATEX telephone suppliers possess extensive global export experience. They understand the complexities of international trade regulations. This experience ensures smooth delivery and compliance with various national standards. Beyond ATEX, which primarily serves the EU market, other international certifications are vital.
- IECEx Certification: This scheme, from the International Electrotechnical Commission for Explosive Atmospheres, streamlines global trade. It removes the need for multiple national certifications. IECEx verifies compliance with universal IEC standards for hazardous area equipment. Many countries accept IECEx certificates, which reduces testing and certification costs for manufacturers. This scheme also scrutinizes manufacturing facilities to ensure quality and safety in production.
- UL Certifications: Manufacturers also invest in research and development to ensure their explosion-proof phones comply with UL certifications. UL standards are widely recognized, especially in North America.
Adhering to these diverse international standards demonstrates a supplier’s commitment to global safety and quality. It also allows their products to be deployed in a wider range of hazardous environments worldwide. This broad compliance makes them preferred partners for international projects.
Leading Chinese ATEX Certified Telephone Suppliers with ISO9001 for 2026
The market for ATEX-certified communication devices continues to grow. Several Chinese manufacturers distinguish themselves through their commitment to quality, safety, and innovation. These companies offer robust solutions for hazardous environments. They also hold crucial certifications like ATEX and ISO9001. This section highlights some of the top Chinese ATEX certified telephone suppliers for 2026.
Ningbo Joiwo Explosion-proof Science & Technology Co., Ltd.
Ningbo Joiwo Explosion-proof Science & Technology Co., Ltd. stands out as a comprehensive provider of industrial communication systems. The company offers integrated services for industrial telephone communication systems, video intercom systems, and public broadcasting systems. Joiwo specializes in communication products for hazardous environments. These include settings with explosive gases and dust. Their product range includes explosion-proof telephones, weatherproof telephones, and jail phones. They also produce other vandal-resistant public phones.
Joiwo ensures quality and cost-effectiveness by manufacturing most phone parts in-house. This approach allows them to maintain strict control over the production process. Their multi-line telephone intercom systems are specifically designed for demanding sectors. These sectors include factories, chemical plants, oil refineries, and mines. Joiwo products meet numerous international standards. These include ATEX, CE, FCC, RoHS, and ISO9001. The company serves over 70 countries worldwide. They provide a one-stop service from design and integration to installation and maintenance.
J&R Technology Co., Limited
J&R Technology Co., Limited is a prominent supplier of robust communication solutions for challenging environments. The company holds ISO9001:2015 certification. This confirms their adherence to high-quality management standards. J&R Technology also secures ATEX certification for its products. For example, their ‘Hot-Sell Atex Certified Analogue Hotline Explosion Proof Telephone’ meets these stringent safety requirements. The company also offers IECEx Approved Analogue Explosion Proof Telephones. These are ATEX certified for Zone 1 & 2 environments. This ensures safe operation in areas with explosive gas or combustible dust.
J&R Technology’s product range includes an Aluminum Alloy Explosion-Proof Telephone. These telephones are engineered for harsh and hazardous environments. They combine robust construction with advanced communication performance. They also feature intelligent safety features. Their certifications include ratings like Ex eb ib [ib Gb] mb IIC T6/T5 Gb and Ex ib [ib Db] tb IIIC T80℃/T95℃ Db. These ratings guarantee safety in explosive atmospheres. The telephones support multiple communication systems. These include analog (PSTN) and VoIP SIP. Key design features include a high-strength aluminum alloy die-cast housing. They also have anti-corrosion powder coating and IP66/IP67/IP68 ingress protection. A high-sensitivity handset with digital noise suppression further enhances their utility. The industrial-grade design offers customization options. These include flashing lights, audible alarms, and PA/Intercom integration.
Hongkong Koon Technology Limited
Hongkong Koon Technology Limited, also known as KNTECH, is a recognized leader in industrial communication equipment. The company demonstrates a strong commitment to international quality and safety standards. They hold ISO9001 certification for their Xijun brand products. KNTECH brand products received ATEX certification in 2012. Their PAGA system and ATEX/IECEX certified speakers also obtained certification in 2019. Koon Technology Co., Ltd. is notably the only company in Asia with IECEx international certification. They are also the sole company with EN50121, a European railway professional certification.
Koontech’s extensive list of certifications underscores their dedication to global compliance.
| Certification Type | Brand/Product | Year/Details |
|---|---|---|
| ISO9001 | Xijun brand products | Passed |
| ATEX | KNTECH brand products | 2012 |
| ATEX | PAGA system/ATEX/IECEX certified Speaker | 2019 |
| IECEX | KOON Technology Co., Ltd. | International certification, only company in Asia |
| EN50121 | KOON Technology Co., Ltd. | European railway professional certification, only company |
| CE | KNTECH brand products, Xijun brand products | 2012, Passed |
| FCC | KNTECH brand products, Xijun brand products | 2012, Passed |
| UL | KNTECH brand products | 2012 |
| TUV | KNTECH brand products, Xijun brand products | 2012, Passed |
| ETL | Xijun brand products | Saudi Arabia |
| CCC | Xijun brand products | Passed |
These certifications ensure their products meet diverse regulatory requirements across various markets. This makes them a reliable choice for global projects requiring ATEX certified telephone suppliers.
Industrial-telephones.com (OEM/ODM Focus)
Industrial-telephones.com specializes in providing robust communication solutions with a strong emphasis on OEM/ODM services. They offer comprehensive ODM and OEM solutions across their entire product range, including ATEX telephones. This approach allows them to meet diverse customer demands and specific project requirements. Customers can customize products with their own logos. This requires formal notification and design confirmation based on a sample. The company also offers color customization for products. Minimum quantities or surcharges may apply for this option. All phone models are available in Analogue, IP/SIP, and GSM/3G/4G versions, providing flexible connectivity choices.
Their products demonstrate adherence to stringent international standards. The ‘Robust Industrial Explosion Proof Telephone Weatherproof With ATEX Certification’ carries explosion protection ratings: II 2G Rx e ib [ib] mb IIC T4 Gb, III 2D Ex ib [ib] tb IIIC T135 °. It operates effectively in ambient temperatures ranging from -40 °C to +60 °C/+40°C. This telephone suits Zone 1, 2, and 22 hazardous environments. This product also holds general ATEX, CE, FCC, RoHS, IP67, and ISO9001 certifications. Another product, the ‘Industrial Explosion Proof Telephone, ATEX Approved Waterproof Emergency Phone‘, features ATEX certification with explosion protection ratings: II 2G Rx e ib [ib] mb IIC T6 Gb, III 2D Ex ib [ib] tb IIIC T135 °. It also functions in ambient temperatures from -40 °C to +60 °C/+40°C and suits Zone 1, 2, and 22. The ‘ATEX Explosion Proof Telephone High Frequency 1209Hz To 1477Hz’ has an explosion-proof mark “Ex” with a grade of ExD ib IIC T6 Gb. Industrial-telephones.com products are approved with ISO9001:2015 certification, alongside CE, FCC, and RoHS standards.
Koontech
Koontech, also known as KNTECH, establishes itself as a reliable provider of industrial communication equipment. The company holds ISO9001:2000 certification for its Wireless Highway Telephone. This certification underscores their commitment to quality management systems. Koontech offers a range of explosion-proof products. These include Explosion Proof Telephones and Explosion Proof Horns/Beacons, both with IECEx/ATEX certifications. These certifications ensure their products meet the rigorous safety requirements for hazardous environments. Koontech currently has an ATEX DNV certificate under process. This further demonstrates their ongoing dedication to expanding their certified product offerings. As one of the prominent ATEX certified telephone suppliers, Koontech continues to enhance its portfolio to serve diverse industrial needs.
How to Vet and Select the Right ATEX Certified Telephone Suppliers
Selecting the correct ATEX certified telephone suppliers requires careful evaluation. Buyers must assess several key factors to ensure product quality, safety, and timely delivery. This process minimizes risks and guarantees reliable communication in hazardous environments.
Verifying ATEX and ISO9001 Certifications
Verifying certifications is a crucial first step. While no official online database exists for ATEX certificates, unlike IECEx, buyers must take proactive steps. They should request the Declaration of Conformity and the ATEX/IECEx certificate. Then, cross-check the certificate with the issuing Notified Body database, such as the IECEx online registry. Finally, verify that the product model, type, and serial number match the details on the certificate. This diligent verification process confirms the authenticity and validity of the certifications.
Evaluating Product Specifications and Customization Options
Buyers must thoroughly evaluate product specifications. They ensure the telephone’s features align with operational requirements. This includes assessing ingress protection ratings, temperature ranges, and communication protocols (e.g., VoIP, analog). Many projects require specific functionalities. Therefore, suppliers offering customization options become valuable partners. They can tailor products to unique environmental or system integration needs. This flexibility ensures the solution perfectly fits the application.
Assessing Lead Times and Supply Chain Reliability
Lead times significantly impact project timelines. For custom ATEX telephone orders, lead times vary based on quantity.
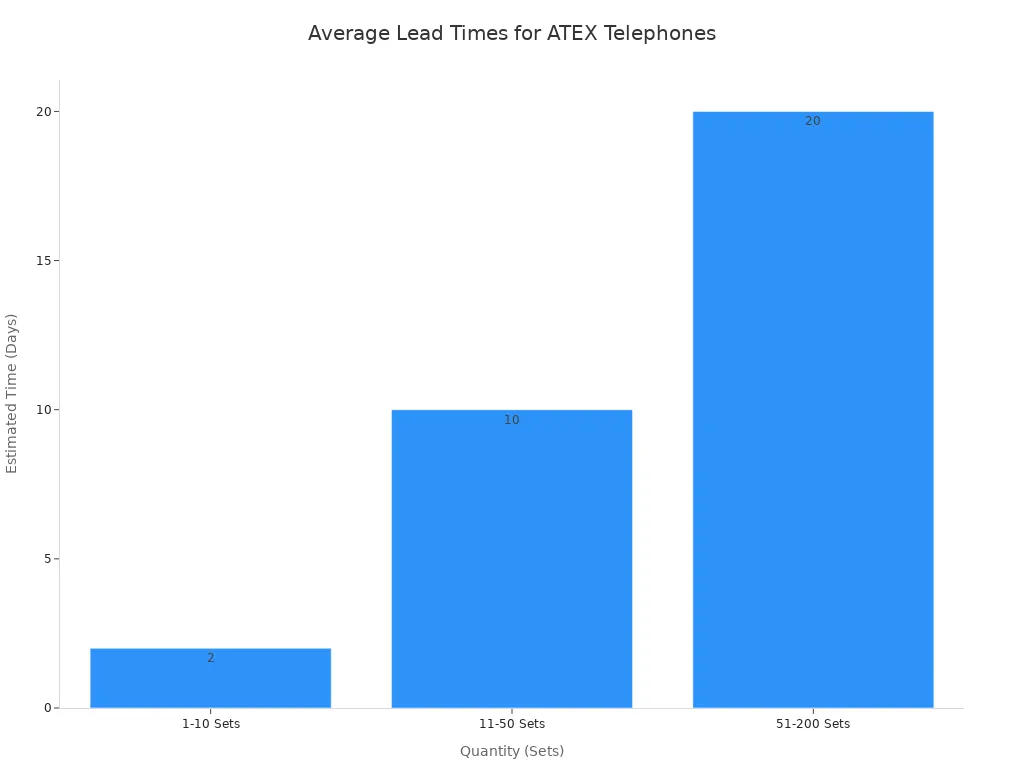
Mass production orders exceeding 100 units typically require 2-4 weeks. During peak seasons, lead times can be within 15 workdays, while off-season orders might take up to one month. Supply chain reliability also presents critical challenges. A significant risk involves counterfeit products. These fake items pose serious threats, including explosions, injuries, and fatalities. They lack proper design and safety controls. Such incidents lead to major operational disruptions, legal liabilities, and reputational damage for businesses.
Reviewing Testimonials and Case Studies
Reviewing testimonials and case studies offers valuable insights into a supplier’s performance. These resources provide real-world examples of product effectiveness and customer satisfaction. Analyzing vendor track records includes examining customer testimonials and after-sales support capabilities. For instance, a leading company enhanced operational safety and efficiency in the oil and gas industry. They used intrinsically safe iPad cases. This allowed field workers to safely use iPads in potentially explosive environments. This improved productivity and reduced accident risk.
Similarly, a global manufacturer in chemical manufacturing used intrinsically safe iPad cases. This enabled employees to safely use devices in hazardous areas. It protected against sparks and enhanced safety and productivity. This led to reduced safety incidents. In the pharmaceutical industry, a leading company utilized intrinsically safe iPad cases. This ensured safe iPad use in laboratories. It protected devices and prevented them from becoming ignition sources. This resulted in a safer working environment and increased productivity. A case study from a Middle East petrochemical facility details the implementation of ATEX-certified fire detection for hazardous zones. It also covers flame detection for outdoor tank farms. The solution integrated with emergency shutdown systems in extreme temperatures and sandstorms. It included ATEX-certified flame detectors, explosion-proof linear heat detection, and high-temperature smoke detectors. Companies like Eztek Global provide client success stories and case studies on their websites.
Conducting Factory Audits for Quality Assurance
Conducting factory audits provides critical assurance regarding product quality and compliance. These audits are based on ISO9001, integrated with the ISO 80079-34 explosion-proof system. An annual audit is required after certification. It typically involves one person for about two days. The ATEX-specific audit corresponds to the QAN system audit. The IECEx-specific audit corresponds to the QAR system audit.
The audit focuses on an on-site examination of the entire production process for explosion-proof products. It covers departments such as R&D, procurement, quality assurance, production, and technology. For manufacturers seeking IECEx certification, an ISO 9001-compliant Quality Management System is necessary. An ISO 9001 certificate is not strictly mandatory for either QAN (ATEX) or QAR (IECEx) processes. However, it is highly recommended. It simplifies the overall compliance procedure. Adherence to relevant standards is a prerequisite for both QAR and QAN. Key certifications verified during these audits include ATEX Directive 2014/34/EU, ISO 9001 (Quality Management System), and ISO 80079 (Explosive Atmospheres).
Selecting top-rated ATEX certified telephone suppliers holds strategic importance. These choices ensure compliance, reliability, and safety in hazardous environments. Partnering with ISO9001 certified manufacturers offers significant long-term benefits. Businesses gain consistent quality, reduced risks, and enhanced operational integrity. This commitment to certified suppliers safeguards personnel and assets, fostering sustainable industrial operations.
FAQ
What is ATEX certification?
ATEX certification ensures equipment operates safely in explosive atmospheres. It applies to electrical and mechanical devices. This certification is mandatory for products sold in the EU. It guarantees compliance with strict safety standards.
Why is ISO9001 important for ATEX telephone suppliers?
ISO9001 establishes a quality management system. It ensures consistent product quality and customer satisfaction. For ATEX telephones, it means reliable manufacturing processes. This certification complements ATEX by guaranteeing overall product integrity.
How can one verify a supplier’s ATEX and ISO9001 certifications?
Request the Declaration of Conformity and the ATEX/IECEx certificate. Cross-check these documents with the issuing Notified Body’s database. Verify that product details match the certificate. For ISO9001, ask for their certificate and check its validity.
What advantages do Chinese ATEX telephone suppliers offer?
Chinese suppliers often provide competitive pricing and diverse product ranges. Many invest heavily in R&D and advanced manufacturing. They also possess extensive global export experience. This ensures compliance with international standards and reliable delivery.
See Also
Best Air Fryer Options Beyond BrandsMart for 2024
Essential Commercial Air Fryers for High-Volume Kitchen Environments
Enhance Your Air Fryer Pan with These Essential Accessory Upgrades
Top 5 Compact 0.8 KG Air Fryers for Healthier Meals
Is Your Air Fryer Basket Dishwasher-Safe? Discover the Truth!
Post time: Jan-12-2026